弯管的设计初衷是解决管道 “转向” 需求,具体作用可分为 3 类:
- 改变流向:这是最核心的功能。例如在建筑供暖管道中,需要从水平管道转向垂直管道(或反之),弯管可直接实现 90°、45° 等角度的转向,避免管道因 “硬转折” 导致的流体阻力增大或结构损坏。
- 适配空间布局:实际工程中管道常受设备、墙体、其他管线的空间限制,无法直线铺设。弯管可通过调整角度和曲率,让管道在有限空间内 “绕行”,适配复杂的安装环境(如船舶机舱、化工设备内部的密集管线)。
- 优化流体性能:优质弯管通过合理设计曲率半径(避免过小的 “急弯”),可减少流体在转向时的湍流、压力损失和冲刷磨损,尤其对输送高压、高粘度或含颗粒的流体(如原油、矿浆)至关重要。
根据不同的应用场景需求,弯管可按角度、制造工艺、材质、曲率半径等维度分类,不同类型的弯管性能和适用场景差异显著:
这是最直观的分类方式,角度由管道轴线的偏转角度决定,常见类型如下:
不同工艺决定了弯管的强度、耐压性和适用介质,常见工艺包括:
- 煨制弯管:通过加热钢管(或其他金属管)至软化状态,再用模具 “煨弯” 成型(分冷煨、热煨)。优点:整体成型无焊缝,强度高、耐压性好,适合高压管道(如石油输送管道、锅炉蒸汽管);缺点:加工周期长、成本较高,角度和曲率半径受设备限制。
- 冲压弯管:用金属板材通过冲压模具直接压制成型(多为薄壁)。优点:生产效率高、成本低,适合低压管道(如家用排水管、通风管);缺点:有焊缝(或成型应力集中),耐压和耐腐蚀性较差。
- 锻造弯管:通过锻压工艺将金属坯料锻造成型,强度极高。适用场景:高压、高温、高腐蚀的极端环境(如化工反应釜管道、航空航天燃料管)。
材质需根据流体的腐蚀性、温度、压力选择,常见类型:
- 金属弯管:不锈钢(耐腐蚀,如食品加工管道)、碳钢(耐压,如供暖管道)、铜(导热好,如空调冷媒管)、合金钢管(耐高温高压,如电站锅炉管道)。
- 非金属弯管:PVC/PPR(低成本、耐化学腐蚀,如家用给排水管)、PE(柔韧性好,如市政燃气管道)、玻璃钢管(轻质、高强度,如化工废水管道)。
曲率半径是弯管中心轴线的半径,直接关系到流体转向的 “平缓度”:
- 长半径弯管:R = 1.5D(D 为管道外径),流体阻力小,适用于大流量、高粘度流体(如输油管道)。
- 短半径弯管:R = 1.0D,体积小、节省空间,但阻力大,适用于空间受限的低压场景(如设备内部管线)。
- 特殊半径弯管:R <1.0D(急弯)或 R> 1.5D(缓弯),需根据特殊工程需求定制。
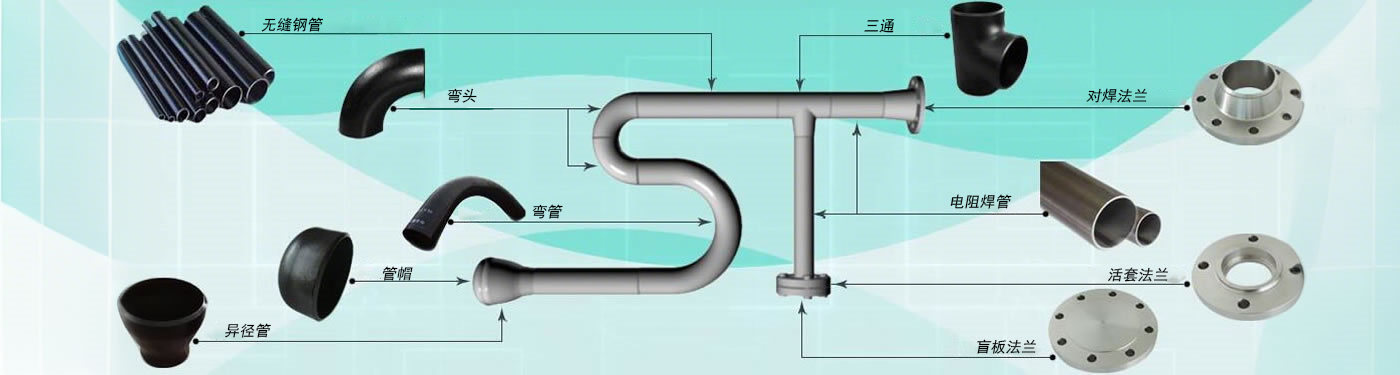
很多人会将 “弯管” 和 “弯头” 混淆,两者本质都是转向管件,但核心差异在尺寸、工艺和用途:
- 市政工程:给排水管道(用 PVC/PE 弯管)、燃气管道(用 PE 弯管)、供暖管道(用碳钢弯管);
- 石油化工:原油 / 天然气输送管道(用不锈钢 / 合金煨制弯管)、化工反应管道(用耐腐蚀合金弯管);
- 能源行业:电站锅炉蒸汽管(用耐高温合金弯管)、风电 / 光伏的冷却水管(用轻质铝弯管);
- 民生领域:家用装修(PPR 水管弯管、PVC 排水管弯管)、空调 / 冰箱的冷媒管(铜弯管);
- 特殊行业:航空航天(锻造合金弯管输送燃料)、食品医药(不锈钢卫生级弯管,防污染)。
综上,弯管是管道系统中 “转向的关键连接件”,其选型(角度、材质、工艺等)需严格匹配输送介质特性、工程压力温度及空间布局,直接影响管道系统的安全性、效率和使用寿命。
提供各种材料和等级的弯管
什么是弯管?
工艺弯曲
弯管是管道中所谓的“偏移”的通用术语,即管道方向的变化。弯曲通常只意味着存在“弯曲”——管道方向的变化(通常是出于某种特定原因)——但它缺乏关于方向和程度的具体工程定义。弯曲通常是在现场定制(使用弯曲机)并适合特定需求。
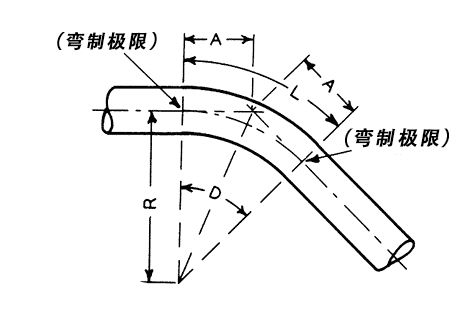
弯管的最小弯曲半径通常为管道半径 (R) 的 1.5 倍。如果这个弯曲半径小于1.5R,则称为弯头。需要追溯任何国际/行业标准的参考。1.5、3 和 4.5 R 是工业中最常见的弯曲半径。
弯管通常流动更顺畅,因为管道内部没有不规则表面,流体也不必突然改变方向。
它们最基本的区别是弯头比弯头短,R = 1D 到 2D 是弯头 2D 以上是弯曲。在生产过程中,冷弯可以使用折弯机通过现成的直弯进行折弯。一次性完成也不需要二次腐蚀。但弯头需要厂家按订单生产,要做好防腐,订单周期长。弯头价格高于弯头。但性价比远高于弯。众所周知,弯曲没有防腐处理,容易损坏,但价格便宜,因此在一些工程性不高的需求中被大量使用。
弯管用于许多行业,包括化工、石油和天然气、电气、冶金和造船。弯管用作结构通道,以促进水和燃料等物质的输送。有些半径短,有些半径长。与短半径弯头相比,长半径弯头的摩擦阻力更小,压降更小。选择弯管类型时,选择与应用兼容的弯管类型非常重要。
弯管的半径
弯管有各种类型的半径,包括 3D 弯管、4D 弯管、5D 弯管、8D 弯管弯头和 10D 弯头。5D 折弯的半径是公称直径的五倍。对于直径为 10 英寸的管道,弯曲中心线的半径为 50 英寸。指定半径的弯管既是艺术也是科学。借助当今的现代机器和先进的软件,弯管非常精确。使用合适的机器、润滑、工具和材料,实现完美的弯曲是肯定的。
弯曲和弯头之间的区别
虽然弯曲和肘部这两个词经常被用作同义词,但也有一些区别。弯曲是管道中任何方向偏移的术语,而弯头是工程术语。弯头在角度、弯曲半径和尺寸方面有限制。大多数角度是 45 度或 90 度。所有其他偏移都是专门的弯管。虽然肘部有尖角,但弯曲永远不会。弯头和弯头之间最基本的区别是曲率半径。弯头的半径是直径的两倍多,弯头的曲率半径在管道直径的一到两倍之间。所有的弯头都是弯头,但并非所有的弯头都是弯头。
用于创建 5D 折弯的感应折弯
感应弯曲是5D等弯管的弯管手段之一。使用高频感应电进行局部加热。在管道周围放置一个感应线圈,并在 850 至 1100 摄氏度之间的温度下加热管道的圆周区域。当达到合适的温度时,管道通过感应线圈移动,同时臂施加弯曲力。感应弯曲有很多好处。它允许大半径以实现流体的平稳流动,减少系统中的焊缝数量并快速制造弯曲。随着生产速度的提高,效率也随之提高。这也是一个清洁的过程,因为不需要润滑,并且水是循环利用的。
柱塞式折弯
柱塞式弯曲是一种古老而有效的弯曲管道的弯曲方法,包括 4D 弯曲和 5D 弯曲。这种方法常用于消声器商店。这也是最便宜的弯管方法之一。液压驱动的柱塞迫使管道抵住枢轴块或滚轮。通常,冲压工具用于产生凹面并防止弯曲外部拉伸。唯一的缺点是冲压式弯曲不如其他方法可控。
滚弯
卷弯通常用于建筑行业的管道。辊子垂直或水平放置以产生非常大的半径。夹紧式弯辊机是用于辊弯的机器类型之一。一根管子在下辊和上辊之间进料以产生所需的弯曲角度。某些应用可能需要额外的辊子来在线圈成型时将管子向外引导。
心轴弯曲
心轴弯管法在需要最小变形量时有效。管道由心轴支撑支撑以弯曲管道。管道通过反弯模具被拉出以进行进一步弯曲。这种弯管方法用于制造热交换器管、乳品管和排气装置,如涡轮增压器和定制的。这种方法每次都会产生不变形的直径。
旋转拉伸弯曲
当需要恒定直径和良好的光洁度时,旋转拉弯通常用于弯曲管道。管道通过固定的反弯模具被拉到固定半径的成型模具上。它用于防滚架、普通汽车底盘和其他类型的管道。
中心线半径、外径和壁厚
中心线半径、外径和壁厚是弯管方法的重要变量。此外,每个管道表都有一个标称壁厚。由于壁厚可能会有所不同,因此需要考虑任何变化。其他弯曲变量包括中性线、外弯曲半径和内弯曲半径。管道在弯曲后会回弹。管道越硬,弯曲的中心线半径越小,回弹就越大,从而导致径向生长。铜管的径向生长比钢管小,因为它的回弹力较小。在弯管时,焊缝的一致性、尺寸和质量对于中心线半径、外径和壁厚至关重要。当这些正确时,可以创建完美的弯曲。
折弯几何
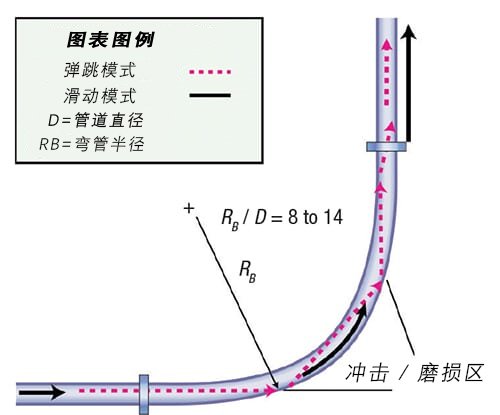 数字。此处说明了标准大半径弯曲中的流动,并显示了典型的流动模式、磨损点和再加速区域
数字。此处说明了标准大半径弯曲中的流动,并显示了典型的流动模式、磨损点和再加速区域弯管可以采用各种不同的几何形状,这会对颗粒撞击角度产生重大影响。基本的大半径弯曲是最常用的,因为它们为固体提供了最缓慢的方向变化,并且对管壁的冲击角度相对较小,这有助于最大限度地降低磨损或侵蚀的风险。
公共半径弯曲是通过弯曲标准管或管道制成的(图)。曲率半径 RB 的范围可能是管径 D 的 1 到 24 倍。公共半径弯曲可大致分类如下: 弯头(RB /D = 1 至 2.5);短半径 RB /D = 3 至 7;长半径(RB /D = 8 至 14;长扫描(RB /D = 15 至 24)。
与弯曲相关的压降
当粒子撞击发生时,特别是对弯曲的撞击,粒子速度将显着降低。然后,这些颗粒必须重新加速回其终端速度,这将显着增加输送系统的压降,从而增加能量损失。在短半径弯曲后尤其如此。
弯曲中的压降取决于弯曲半径与管道直径的比率、气体速度 Ug 和管道的内部粗糙度 k。当两相气固悬浮液在管道中发生方向变化时,弯曲自然会充当两相的分离器。离心力作用在颗粒上,将它们集中在弯曲的外壁附近。弯曲内的摩擦系数将与相邻直线部分的摩擦系数不同。
弯管规格
| 尺寸 | 标准 |
|---|
| 外径 | 无缝弯管(1/2 - 24)、ERW/焊接/装配弯管(2 - 36) |
| 弯曲半径(Bending Radius) | 3D、5D、10D 或自定义 |
| 产品角度 | 1.5d 管道弯曲至 180 度 |
| 壁厚 | 3mm - 40mm/ SCH5, SCH10, SCH20, SCH30, SCH40, STD, XS, SCH60, SCH80, SCH120, SCH140, SCH160, XXS |
| 材料 | 不锈钢、碳钢、低温碳钢、合金钢、双相钢、超级钢和镍合金 |
与弯曲相关的压降
弯管规格
管材、管材和型材弯曲设备的建议弯曲应用
弯管的好处
提高流动效率
最小化压降
设计灵活性
空间优化
持久耐用
用于气力输送的弯管
大小
弯管的常数:
如何计算弯管?
斜角端
ASME B16.25(对焊端)
对焊管件一般
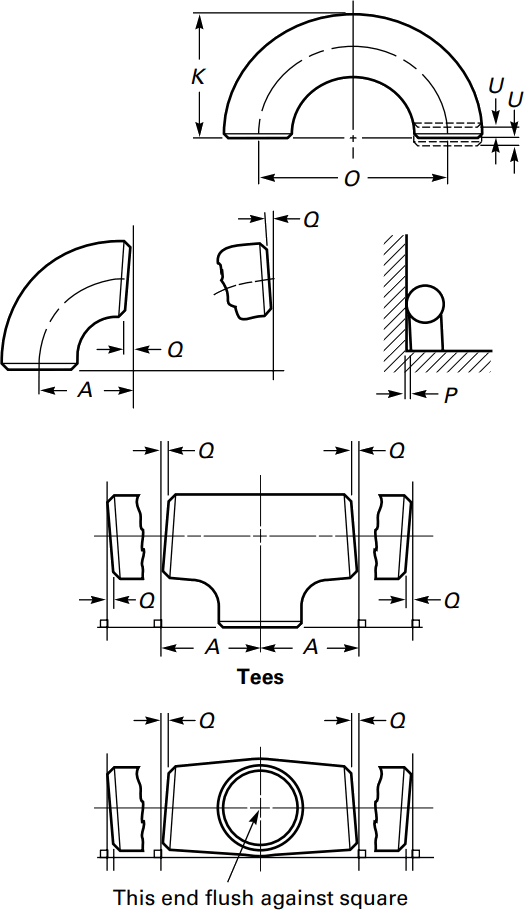
ASME / ANSI B16.9 尺寸
焊接管件的公差
配件设计
标准标记
材料与制造
管件尺寸公差符合 ASME B16.9: