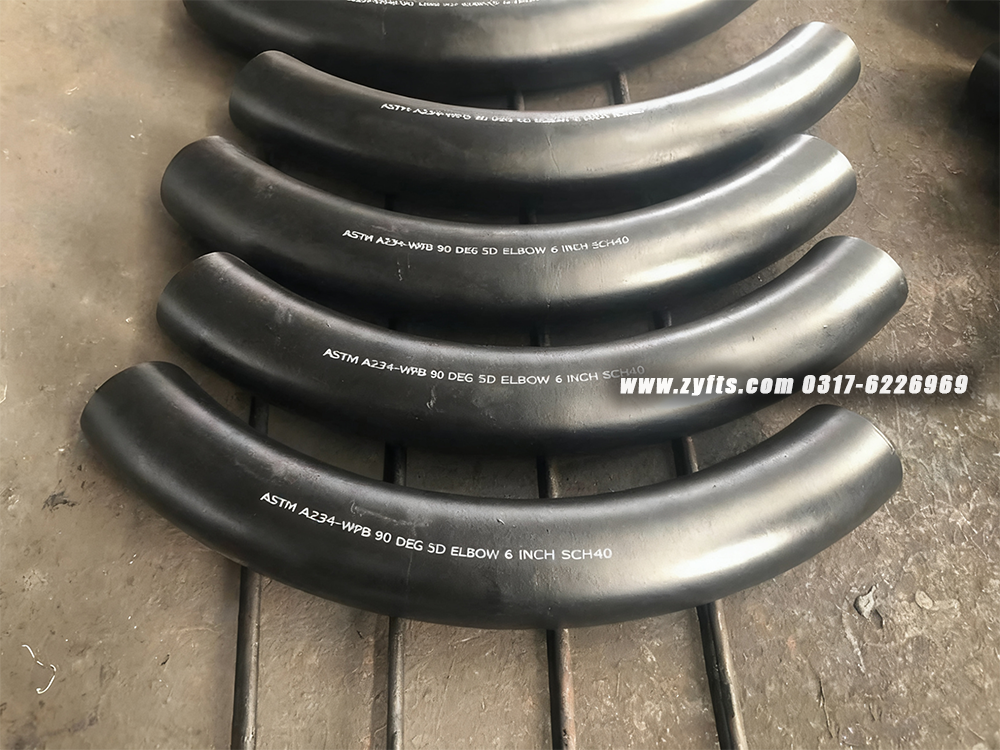

钢管弯管
钢管弯管是用于改变管道方向的弯管。

根据 GB/T 12459-2017《钢制对焊管件 类型与参数》,管件端部坡口有相关要求。其中,坡口角度一般为 605,以保证良好的焊接质量和管道连接的稳定性。
下载 PDF管件坡口是指在管道、管件(如弯头、三通、异径管等)的连接端部,通过机械加工(如车削、打磨、切割)等方式加工出的具有特定几何形状(如角度、钝边、间隙)的斜面或凹槽结构。其核心作用是为焊接连接创造必要条件,确保焊缝能充分熔合、成型良好,最终保证管道系统的密封性能、结构强度和安全运行。
加工方法

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, wh

Ceramic tile lined pipes have very uniform coating of specially formulated ceram

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside

Ceramic lined pipe is made through self-propagating high-temperature synthesis (
我们的响应式服务确保时效,专业团队精准把握您的需求,以白手套级服务标准为您快速配齐所需材料。