


钢管弯管
钢管弯管是用于改变管道方向的弯管。

自传播高温合成(SHS)是一种在不同性质的固体中通过类似燃烧的放热反应生产无机和有机化合物的方法。
这种方法的一个变体称为固态复分解 (SSM)。由于该工艺在高温下进行,因此该方法非常适合生产具有特殊性能的耐火材料,例如:粉末、金属合金或具有高纯度、耐高温或超硬度耐腐蚀的陶瓷。
在其通常的形式中,SHS 是从紧密混合的细粉反应物开始进行的。在某些情况下,试剂被细粉化,而在其他情况下,它们被烧结以最小化其表面积并防止未经启动的放热反应,这可能是危险的。在其他情况下,颗粒通过球磨等技术进行机械激活,从而产生在单个化学电池内包含两种反应物的纳米复合颗粒。反应物制备后,通过对样品的一小部分(通常是顶部)进行点加热来启动合成。一旦开始,一波放热反应就会席卷剩余的材料。SHS 还用于薄膜、液体、气体、粉液系统、气体悬浮液、分层系统、气气系统等。反应是在真空中以及惰性或反应性气体下进行的。反应温度可以通过添加在熔化或蒸发过程中吸收热量的惰性盐(例如氯化钠)来调节。
这种额外的能量(如电加热或激光)触发点火器燃烧,引起反应材料(固相和气相一固——固、液、等)自发反应,热释放高速,反应由局部自动以燃烧波的形式扩散系统,最终获得合成材料的新技术。粉末直接相互粘连的反应物可以是粉末和气体的元素或元素,也可以使用金属氧化物和还原剂的混合物与非金属粉末反应产生热量以维持持续,反应产物必须是稳定的化合物。该技术具有产品纯度高、设备简单、能耗低、生产灵活、故障的优点,是工艺参数控制严格。用这种方法制备了数百种化合物,如各种金属的氮化物、碳化物、硼酸盐、硅化物、氧化物、氢化物等。S}-is技术已发展为SH5制粉技术、SHS烧结技术、5H5压实技术、5HS熔铸技术、5H5焊接技术、SHS涂层技术等。
化学物质的任何燃烧,只要结果是形成实用凝聚态的产物或材料,就可以称为 SHS 过程。在SHS过程中,参与反应的物质可以是固态、液态或气态,但最终产物通常是固态。
1)利用化学反应放热,完全或部分无外部热源;
(2)通过快速自动波浪燃烧的自持反应获得所需部件和结构的产物;
(3)通过改变热量的释放和传递速度来控制产品的速度、温度、转化率和成分结构。
采用SHS技术制备的产品纯度高、能耗低、工艺简单。利用SHS技术可以制备非平衡、非化学计量比和功能梯度材料。
因此,探索各种SHS系统的燃烧和合成规律,获得均匀的组织是保证SHS产业化的关键。
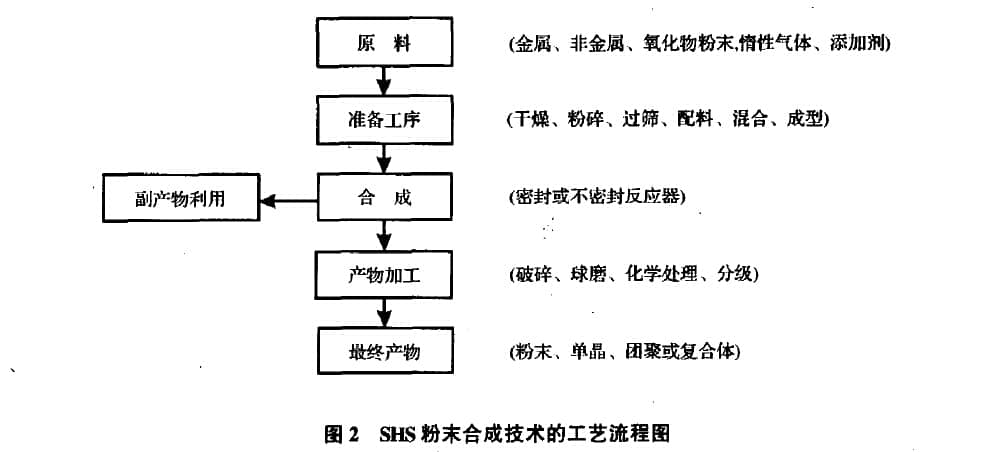
SHS 粉末合成涉及类似于粉末冶金的过程。但两者之间存在差异,主要区别在于合成过程。
HS粉末合成技术的工艺流程如下图所示
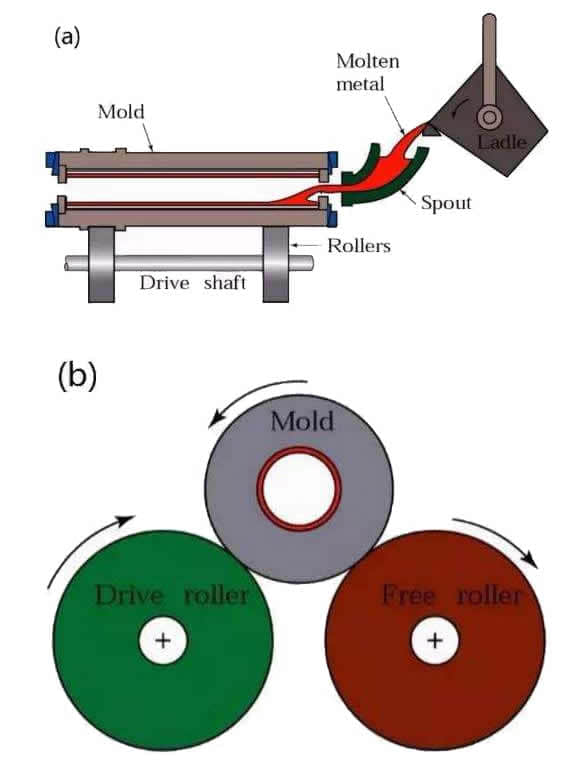
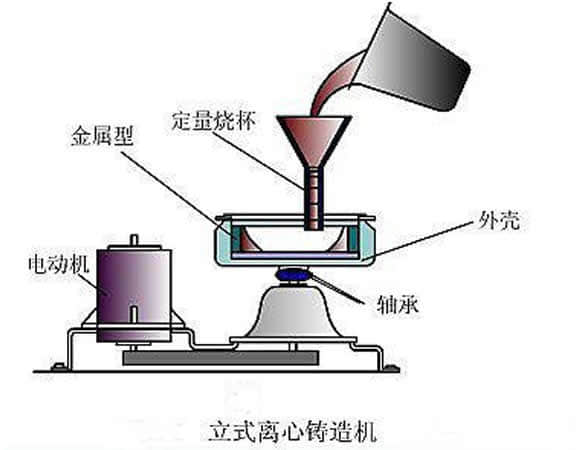
离心铸造是在离心力的作用下,将液态金属注入高速旋转的铸造模具中,用金属液体填充模具并形成铸件的技术和方法。离心力使液态金属在径向方向上很好地填充模具并形成铸件的自由表面。可获得无芯气缸内孔。有助于去除液态金属中的气体和夹杂物。它影响金属的结晶过程,从而改善铸件的机械和物理性能。根据模轴的空间位置,常见的离心铸造可分为卧式离心铸造和立式离心铸造。模具旋转轴处于水平状态或与小角度(4°)水平离心铸造称为卧式离心铸造。立式离心铸造当铸件的旋转轴线处于垂直状态时称为立式离心铸造。旋转轴与水平、垂直线之间夹角较大的离心铸造称为斜轴离心铸造,但很少使用。
离心铸造最早用于铸管的生产,工艺发展迅速。国内外冶金、矿山、交通、排水灌溉机械、航空、国防、汽车等行业采用离心铸造技术生产钢、铁和非铁碳合金铸件。其中,内燃机离心铸铁管、缸套、轴套的生产最为常见。对于一些成型工具和齿轮铸件,还可以对熔融模型壳体进行离心浇注,不仅可以提高铸件的精度,还可以提高铸件的力学性能。
1)浇注系统和冒口系统几乎没有金属消耗,从而提高了工艺的生产率;
2)生产无芯空心铸件,当长管状铸件在生产中可以大大提高金属填充能力,减少铸件壁厚的长径比,简化套筒和管材铸件的生产工艺;
3)铸造密度高,气孔、夹渣等缺陷少,力学性能高;
4)便于制造管套复合金属铸件,如钢背铜套管、双金属辊等。铸件成型时,可利用离心力提高金属的填充能力,从而生产薄壁铸件。
异形铸件的生产存在一些局限性。
内孔直径不准确,内孔表面粗糙,质量差,加工余量大。
因此,它不适用于容易产生比重偏析的合金铸件(如铅青铜)。特别是不适用于杂质比例大于液态金属的合金。
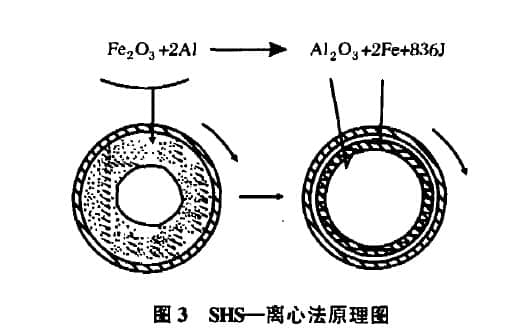
许多高放热 SHS 系统的燃烧温度超过燃烧产物的熔点。该SHS系统与常规冶金方法相结合,生产SHS技术,采用SHS法获得熔体,并采用常规冶金方法处理熔体[14,15]。SHS冶金包括SHS铸造和SHS-离心技术。铝热反应因其放热温度高而广泛应用于SHS冶金。
化学反应式为:
在许多石油化工、电力冶金等行业,钢管的使用寿命成为人们最关心的问题之一,然而,由于钢管直径大、长度小,用其他防腐加工方法可能难以实现,而使用这种技术可以很容易解决。它是铝、镁、硅、锆等粉末和金属氧化物之间的高放热化学反应。整个系统熔融,因为反应温度超过陶瓷和金属的熔点。在离心力的作用下,熔体按密度分层,高密度组分与钢管基体结合。将低密度陶瓷部件涂覆在钢管内壁上,形成陶瓷涂层。目前,涂层衬钢管的生产技术已经相当成熟。
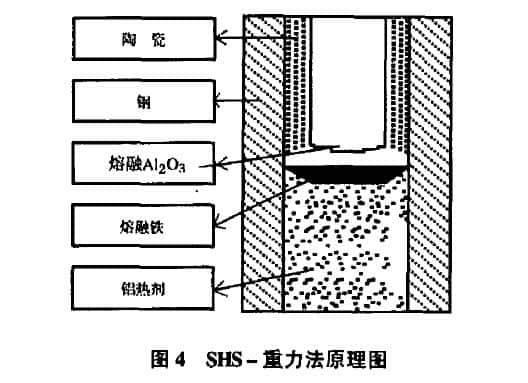
更多的直钢管采用离心是可能的,如果是弯曲或其他不规则形状的钢管仍然使用离心显然是不可行的,通过工程技术研究人员的努力,利用重力原理使熔体在SHS涂层过程中对钢管壁进行涂层。高温由于铝热反应使反应物处于熔融状态,在钢管反应上形成金属Fe和陶瓷两相组成的熔池,由于Fe的密度大于涂层相的密度,在重力的作用下, 分离两个熔体,Fe沉积在池底,熔融涂层漂浮到熔池顶部。随着自扩散反应的进行,液位逐渐下降,使Fe的液相和陶瓷液相附着在钢管内壁上,依次结晶凝固,从而在钢管内壁上形成连续均匀的涂层。
金属过滤:在一些合金流体中,有较多难以去除的残留物。铸造系统中可以放置多种过滤器以去除残留物,例如泡沫陶瓷过滤器和玻璃丝过滤器。
浇注温度:离心铸造大多用于管状、套装、环形零件,液态金属填充遇到的阻力小,而离心压力或离心力加强了液态金属填充能力,因此离心铸造时浇注温度为重力铸造低5~10°C。

The ASTM A213 T91 seamless tubes are primarily used for boiler, superheater, and

Tubes Erosion Shields are used to protect boiler tubing from the highly erosive

The material of the rare earth alloy wear-resistant pipe is ZG40CrMnMoNiSiRe, wh

Ceramic tile lined pipes have very uniform coating of specially formulated ceram

Cast basalt lined steel pipe is composed by lined with cast basalt pipe, outside

Ceramic lined pipe is made through self-propagating high-temperature synthesis (
我们的响应式服务确保时效,专业团队精准把握您的需求,以白手套级服务标准为您快速配齐所需材料。