管件的功能围绕管道系统的 “连接性” 和 “功能性” 展开,主要包括以下 5 类:
- 连接管道:将两段或多段直管、阀门、设备接口连接成连续的管道通路,如接头、法兰等。
- 改变流向:调整流体在管道中的流动方向,满足系统布局需求,如弯头(90°、45°)、三通(分流)、四通(多向分流)。
- 控制流量 / 压力:调节或切断管道内介质的流动,如阀门(闸阀、球阀、截止阀)、节流件。
- 补偿偏差:吸收管道因温度变化(热胀冷缩)、安装误差或振动产生的位移,避免管道损坏,如膨胀节、伸缩器。
- 特殊功能:实现过滤、分流、排气、排液等特定需求,如过滤器(去除杂质)、疏水阀(排出冷凝水)、排气阀(排出管道内空气)。
不同场景下的管件类型差异较大,常见分类及代表产品如下表所示:
管件材质需与直管材质、输送介质特性(腐蚀性、温度、压力)匹配,常见材质包括:
- 金属材质:不锈钢(耐腐蚀,如食品 / 化工管道)、碳钢(高压常温,如石油管线)、铸铁(低压排水,如市政污水管)、铜(导热好,如空调冷媒管)。
- 塑料材质:PVC(聚氯乙烯,低压排水 / 给水)、PPR(无规共聚聚丙烯,家用热水管)、PE(聚乙烯,市政燃气管、输水管)。
- 复合材质:钢塑复合管件(兼顾金属强度与塑料耐腐蚀性)、玻璃钢管件(轻质、耐腐蚀,如化工废水管)。
很多人会混淆三者,核心差异在于功能定位:
- 管道(Pipe/Tube):核心 “输送载体”,主要为直管状,负责直接容纳和输送介质。
- 管件(Pipe Fittings):核心 “辅助连接 / 功能部件”,形状多样(弯头、三通等),用于弥补管道的功能局限(如无法直接转弯、分流)。
- 阀门(Valves):属于 “控制类管件的细分”,专注于 “流量 / 压力控制”,是管件中功能最明确的一类,但有时也会被单独归类。
简单来说:管道是 “主体通路”,管件是 “让通路更灵活的配件”,阀门是 “控制通路开关的关键配件”。
对焊管件(Buttweld Pipe Fitting)是管道系统中用于多种用途的可焊接部件。这类管件设计为与管道焊接连接,能提供牢固且耐用的连接效果。
其主要功能包括:
- 对焊管件(如长半径弯头)可改变管道内流体的流动方向。
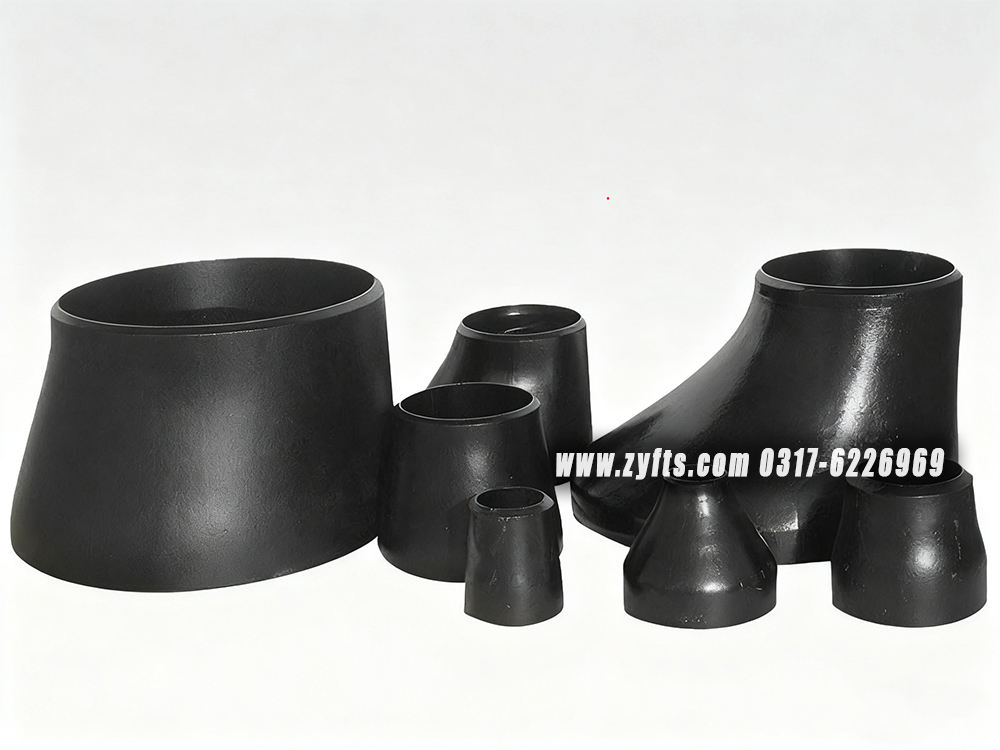
- 同心异径管和偏心异径管均属于对焊管件,可实现管道变径,确保不同直径管道之间的平稳过渡。
- 三通(Tee)用于从主管道分支,便于将流体输送到不同方向或设备中。
对焊管件有多种材质可选,包括不锈钢和碳钢,因此适用于各类应用场景。
对焊管件是众多行业中的关键部件,对保障管道系统的完整性和可靠性至关重要。它有多种尺寸和类型,可满足不同应用场景的特定需求。
对焊管件是一种可焊接的管道配件,能够实现流体流向改变、管道分支、管道变径或连接辅助设备的功能。锻钢对焊管件的制造需遵循 ANSI/ASME B16.9 标准。
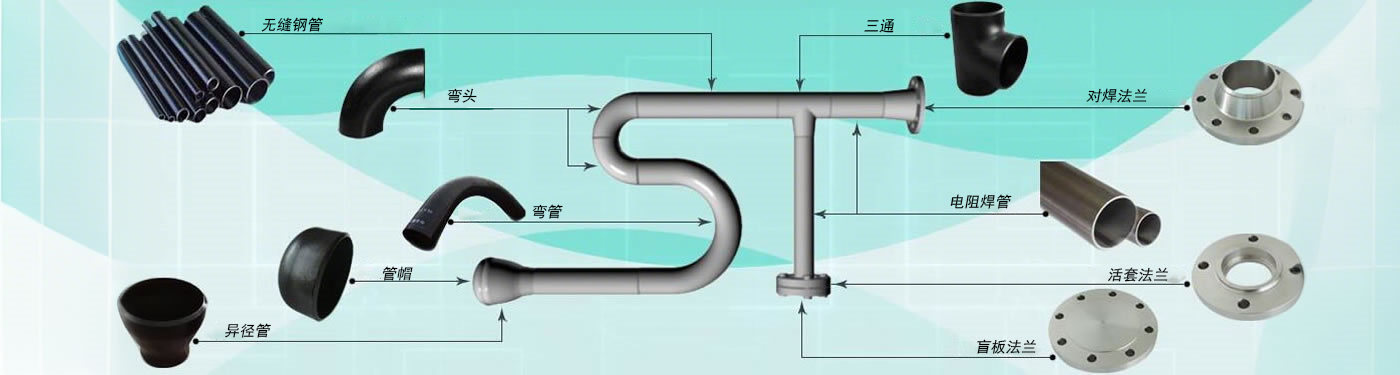
对焊管件常见类型包括弯头(Elbow)、三通(Tee)、管帽(Cap)、异径管(Reducer)和支管台(Outlet/Olet)。这类管件是最常用的焊接式管道配件,通常按公称管径(Nominal Pipe Size)和管道壁厚等级(Pipe Schedule)来标注规格。对焊管件以无缝管或焊管为原材料,通过多道工序加工成型,制成弯头、三通、异径管等不同形状的管件。与管道(通常有 SCH 10 至 SCH 160 等壁厚等级)一样,对焊管件也按相同的壁厚等级划分规格。在不锈钢材质的对焊管件中,焊接成型的产品更为常见,这主要得益于其成本优势;此外,SCH 10 规格的不锈钢对焊管件应用也较为广泛。
对焊管件的常用材质包括 A234 WPB(也有 A 和 C 型号)、高强度碳钢、304 和 316 不锈钢以及镍合金。
对焊管件主要包括长半径弯头、同心异径管、偏心异径管和三通。在工业管道系统中,它是实现流向改变、管道分支或与设备机械连接的重要部件。对焊管件按公称管径及指定的壁厚等级销售,其尺寸和公差需符合 ASME B16.9 标准的规定。
对焊管件(Butt Weld Fitting)也被称为焊接管件(Welded Pipe Fitting)。与螺纹管件和承插焊管件相比,碳钢和不锈钢材质的对焊管件具有诸多优势:螺纹管件和承插焊管件的最大公称尺寸通常仅为 4 英寸,而对焊管件的尺寸范围更广,从 1/2 英寸到 72 英寸不等。以下是对焊管件的部分优势。
碳钢和不锈钢材质的焊接管件作为连接部件,可实现阀门、管道与设备在管道系统中的组装。在任何管道系统中,焊接管件都能与管道法兰配合使用,并实现以下功能:
- 改变管道系统内流体的流动方向
- 连接管道与设备
- 为辅助设备提供分支接口、检修接口和取流接口
焊接管件的常见应用示例:通过同心异径管实现管道变径,将其与带颈对焊法兰焊接后,再与设备连接。下图展示了全套对焊管件的种类。
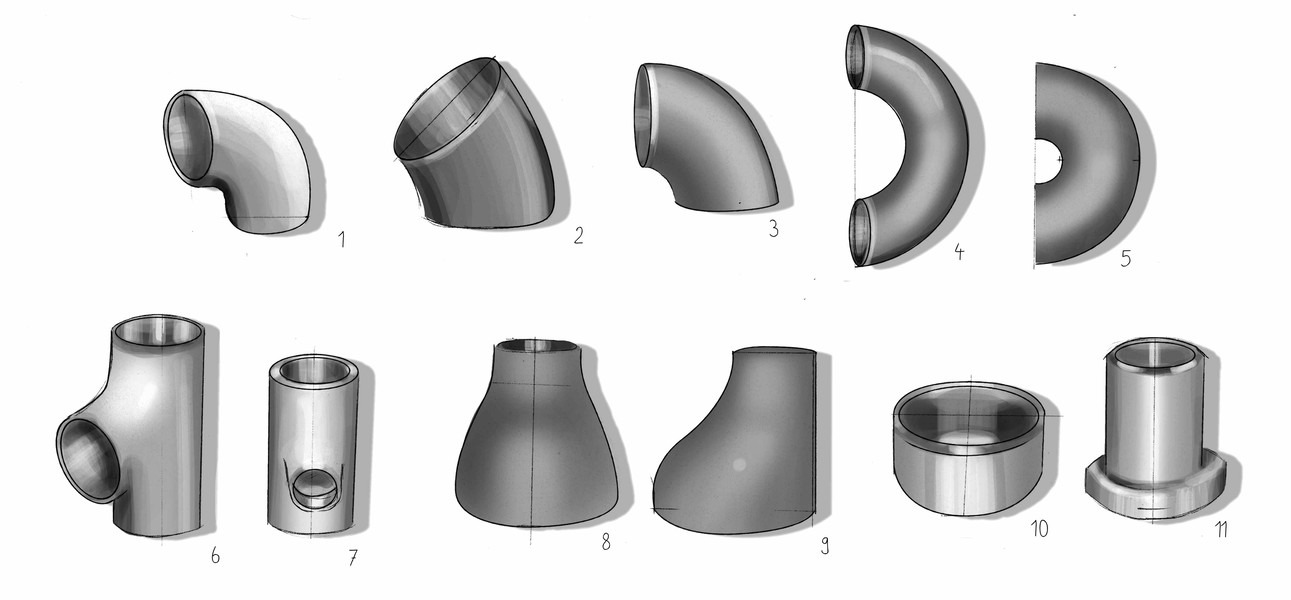
在管道系统中用于改变流向的管件称为弯头(Elbow),流向改变的角度通常有 45° 和 90° 等。长半径 90° 弯头的中心线到弯头端口的距离为 1.5 倍公称管径(1.5×NPS);3R 弯头的中心线到端口的距离则为 3 倍公称管径(3×NPS)。
长半径 45° 弯头可使流体流向改变 45°。
短半径 90° 弯头与长半径 90° 弯头功能相同,不同之处在于其中心线到端口的距离为 1 倍公称管径(1×NPS)。
长半径 180° 回弯可实现流体流向的完全反向,其中心线到端口的距离为 3 倍公称管径(3×NPS)。
短半径 180° 回弯同样可实现流体流向完全反向,但转弯半径更小,其中心线到端口的距离为 1 倍公称管径(1×NPS)。
对焊式管道三通可从正在输送流体的主管道上引出 90° 分支,便于与辅助设备连接。三通的两侧需与主管道焊接,分支端口则用于连接分支管道。
对焊式异径三通的分支端口尺寸小于主管道尺寸,可从主管道向尺寸更小的管道或设备引出分支。
同心异径管也称为焊接式同心管接头,通过焊接实现大口径管道与小口径管道的连接,且能保证两根管道的中心线重合。
偏心异径管也称为焊接式偏心管接头,通过焊接连接大口径与小口径管道,但两根管道的中心线存在偏移。偏心异径管的中心线偏移量计算公式为:偏移量 = 1/2×(最大内径 - 最小内径)。
支管台(也称为焊接支管接口)是一种焊接连接部件,其底部设计为与管道外轮廓相匹配的弧形。支管台的一端与主管道焊接,另一端则开放,用于与其他管道或设备焊接。标注支管台规格时,需注明支管口径(Outlet Size)和主管道口径(Run Size),以确保支管台的弧形底部能与主管道外轮廓精准匹配。支管台的口径通常小于主管道口径,例如,1/2 英寸的支管台可用于 1/2 英寸及更大口径的主管道。
承插短管(Stub End)需与松套法兰(Lap Joint Flange)配合使用,并焊接在管道上。
所有焊接管件的端口均带有坡口,以便于焊接操作。在大多数情况下,这种坡口设计能实现全熔透焊接(Full Penetration Weld)。
焊接坡口需符合以下标准:
- ASME B16.9《工厂制造的锻钢对焊管件》
- ASME B16.28《对焊短半径弯头和回弯》
- ANSI/ASME B16.25《对焊端口》
- MSS SP-97《承插焊、螺纹和对焊端口》
坡口主要分为两种类型:
- 单边坡口(Plain Bevel)
- 复合坡口(Compound Bevel)
对接焊(Butt Weld)是一种焊接形式,指将工件(本领域中特指管道或管件)的 “对接端(Butt End)” 在同一平面内沿圆周方向与另一工件焊接。对接焊是管道系统中最常用的接头形式,通常用于不需要频繁组装或更换的管道连接,例如长距离输送管道或地下管道。
对接焊的接头设计简单且用途广泛。形成对接焊时,只需将两段金属工件相邻放置,然后沿焊缝进行焊接即可。关键在于,在对接焊过程中,工件的焊接面需处于同一平面,且焊缝金属需控制在工件表面范围内。因此,与搭接接头(Overlap Joint)等其他接头形式不同,对接焊的工件需几乎完全对齐,不存在重叠部分。
由于操作简单,对接焊成为众多工业领域中多种应用场景的首选连接技术。这种基础焊接技术有多种焊接形式,适用于不同厚度工件的焊接需求。
对焊管件通过热成型工艺制造,该工艺包括弯曲和定型步骤。对焊管件的原材料为管道,先将管道切割至指定长度,然后加热并通过模具加工成特定形状。之后还需进行热处理,以消除材料内部的残余应力,并获得所需的机械性能。欲了解对焊管件制造的更多详细信息,可点击此处查看相关链接。
- 所有对焊管件的端口均带有坡口,且符合 ASME B16.25 标准,无需额外预处理即可实现全熔透焊接。
- 对焊管件的常用材质包括碳钢、不锈钢、镍合金、铝合金和高强度材料。高强度碳钢对焊管件的型号有 A234-WPB、A234-WPC、A420-WPL6、Y-52、Y-60、Y-65、Y-70 等,其中所有 WPL6 型号的管件均经过退火处理,且符合 NACE MR0157 和 NACE MR0103 标准的要求。
- 焊接连接能提供更稳固的连接效果。
- 连续的金属结构有助于增强管道系统的整体强度。
- 与管道壁厚等级匹配的对焊管件,能确保管道内部流体的顺畅流动;全熔透焊接加上安装到位的长半径 90° 弯头、异径管、同心异径管等管件,可通过焊接管件实现流体的平缓过渡。
- 可通过选择短半径(SR)、长半径(LR)或 3R 弯头,实现不同转弯半径的需求。
- 与价格较高的螺纹管件或承插焊管件相比,对焊管件更具成本优势。
- 不锈钢焊接管件也有 SCH 10 规格可选,能提供更薄的壁厚选择。
- 不锈钢对焊管件中,SCH 10 和 SCH 40 规格的产品应用更为广泛。